
LEDヒートシンクの重要性
LEDヒートシンク通常、LED ランプの下部に取り付けられる放熱用の金属板です。LEDによって発生した熱を効果的に分散および放散し、LEDの温度を安全な範囲内に維持し、LEDランプの正常な動作と耐用年数を保証します。
LED ライトの明るさと寿命は、LED 温度の制御に大きく依存します。高温は、LED ライトの輝度と寿命を低下させ、さらには故障につながる可能性があります。したがって、LED ヒートシンクは、LED ライトの性能と信頼性にとって非常に重要です。
LEDヒートシンクの主な製造工程
以下に、LED ヒートシンクの一般的な製造プロセスをいくつか示します。
1. 押し出しヒートシンク
押し出しヒートシンク熱したアルミビレットを所望の断面のスチールダイに押し込み、要求された長さのヒートシンクに切断または切断することによって製造されます。この押し出しプロセスにより、複雑なフィン デザインを作成できます。
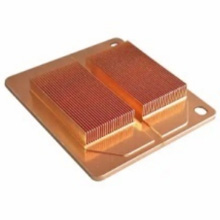
2.冷間鍛造ヒートシンク
冷間鍛造ヒートシンク冷間鍛造製法で製造され、ピンフィン配列はアルミや銅の素材を常温で金型に打ち抜き、ベース部からピンを延ばすことで形成されます。
3. ダイカストヒートシンク
ダイカストとは、液体の溶融金属を高圧下で高精度の金型に注入する製造プロセスです。詳細な表面テクスチャを持つ複雑な 3 次元構造を大量生産するためによく使用されます。
LEDヒートシンクに最適な製造プロセスは?
同じ外観のLEDヒートシンクなら、ダイカスト金型の価格は高く、冷間鍛造金型は中程度であり、押出金型の価格は比較的低いです。
処理コストの観点から、押出プロファイル加工の価格は高く、ダイカストの価格は中程度であり、鍛造とプレスの価格は比較的安価です。
材料費の観点から、A6063 は押し出しおよび鍛造材料のためにより高いですが、ADC12 ダイカストの材料費は比較的安価です。
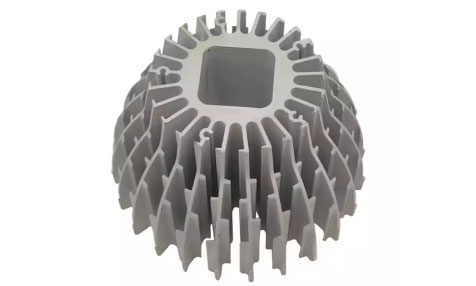
例として、通常はひまわりの形をした LED ヒートシンクを取り上げます。
押出加工の場合、材料はA6063を使用することが多く、製品の放熱効果が比較的良好で、陽極酸化などの完成品の表面処理が比較的容易であるという利点があります。金型製作サイクルは通常10~15日と短く、金型価格も安価です。
欠点は、後加工コストが高く、出力が低いことです。
ダイカストを使用して LED ラジエーターを製造する場合、材料として ADC12 材料がよく使用されます。
利点は、加工コストが低い、生産能力が高い、金型が許せばさまざまな形状のラジエーターを生産できることです。
短所:金型のコストが高く、金型の生産サイクルが長く、通常20〜35日かかります。
冷間鍛造で作られたLEDヒートシンクは、原理的にはどんな素材でも作ることができます。
利点は、処理コストが低く、生産能力が高いことです。金型の生産サイクルは通常10〜15日で、金型の価格は安いです。
不利な点は、鍛造プロセスの制限により、複雑な形状の製品を製造できないことです。
要約すると、LED ヒートシンクの外観が複雑で数量が多い場合は、ダイカスト プロセスを使用することをお勧めします。LED ヒートシンクの外観が単純で数量が多い場合は、冷間鍛造プロセスを使用することをお勧めします。
それ以外の場合は、押し出しプロセスを使用することがよくあります。同時に、具体的な状況を分析し、コストと製品性能に最適な製造方法を選択する必要があります。
ヒートシンクの種類
さまざまな放熱要件を満たすために、当社の工場では、以下のようなさまざまなプロセスでさまざまなタイプのヒートシンクを製造できます。



投稿時間: 2023 年 4 月 21 日