
Жарықдиодты жылу қабылдағыштың маңыздылығы
Жарықдиодты жылытқыш- әдетте жарықдиодты шамның түбіне орнатылатын жылуды тарату үшін қолданылатын металл пластина.Ол жарық диоды шығаратын жылуды тиімді түрде таратады және таратады, жарық диоды температурасын қауіпсіз диапазонда ұстай алады және жарық диодты шамның қалыпты жұмысын және қызмет ету мерзімін қамтамасыз ете алады.
Жарық диодты шамдардың жарықтығы мен қызмет ету мерзімі көбінесе жарық диодты температурасын бақылауға байланысты.Жоғары температура жарықдиодты шамдардың жарықтығын және қызмет ету мерзімін қысқартады, тіпті олардың істен шығуына әкелуі мүмкін.Сондықтан жарықдиодты жылу қабылдағыш жарықдиодты шамдардың өнімділігі мен сенімділігі үшін өте маңызды
Жарықдиодты жылу қабылдағышты өндірудің негізгі процесі
Мұнда жарықдиодты жылу раковиналары үшін жиі қолданылатын бірнеше өндірістік процестер берілген:
1. Экструдталған жылу қабылдағыш
Экструдталған жылу қабылдағышЫстық алюминий дайындамаларын қалаған қимадағы болат қалып арқылы итеру арқылы дайындалады, содан кейін оны қажетті ұзындықтағы жылу қабылдағышқа кеседі немесе аралайды.Бұл экструзия процесі күрделі фин конструкцияларын жасауға мүмкіндік береді.
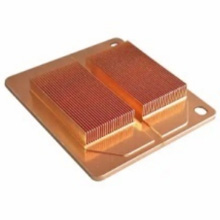
2. Суық соғу жылу қабылдағыш
Суық соғу жылу қабылдағышсуық соғу әдісімен өндіріледі, түйреуіш жиектері алюминий немесе мыс шикізатын қалыпты температурада штамппен қалыптау қалыпқа мәжбүрлеу арқылы қалыптасады, түйреуіштерді негіз аймағынан ұзартуға мүмкіндік береді.
3. Қалып құйылған жылу қабылдағыш
Құю – сұйық балқытылған металды жоғары қысыммен жоғары дәлдіктегі қалыпқа айдайтын өндірістік процесс.Ол көбінесе бетінің егжей-тегжейлі құрылымы бар күрделі үш өлшемді құрылымдарды жаппай өндіру үшін қолданылады
Жарықдиодты радиатор үшін қай өндіріс процесі жақсы?
Егер жарықдиодты радиатор бірдей сыртқы түрі болса, құю қалыптарының бағасы жоғары, суық соғу қалыптарының бағасы қалыпты, ал экструзия қалыптарының бағасы салыстырмалы түрде төмен.
Өңдеу шығындары тұрғысынан, экструзия профилін өңдеу бағасы жоғары, құю бағасы қалыпты, соғу және престеу бағасы салыстырмалы түрде арзан.
Материалдық шығындар тұрғысынан,материалдық құны ADC12 құю үшін салыстырмалы түрде арзан, ал A6063 экструзия және соғу материалдары үшін қымбатырақ.
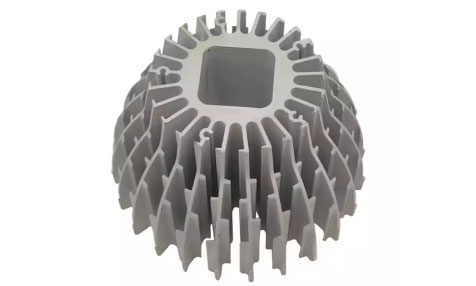
Мысал ретінде әдетте күнбағыс пішініндегі жарықдиодты қыздырғыштарды алайық.
егер экструзия процесі болса, материал жиі A6063 пайдаланады, артықшылығы - өнімнің жылуды диссипациялау әсері салыстырмалы түрде жақсы және дайын өнімнің анодтау сияқты бетін өңдеу салыстырмалы түрде оңай.Қалып өндіру циклі қысқа, әдетте 10-15 күн, ал қалып бағасы арзан.
Кемшілігі - өңдеуден кейінгі шығындар жоғары және өнім төмен.
Жарықдиодты радиаторларды шығару үшін құюды қолдана отырып, материал ретінде ADC12 материалы жиі пайдаланылады.
Артықшылықтары: өңдеудің төмен құны, жоғары өндірістік қуаттылық және қалып рұқсат етсе, радиаторлардың әртүрлі пішіндерін шығару мүмкіндігі.
Кемшіліктері: Қалыптың құны жоғары, ал қалыптау циклі ұзақ, әдетте 20-35 күнді алады.
Суық соғудан жасалған жарықдиодты жылу қабылдағыш теориялық тұрғыдан кез келген материалдан жасалуы мүмкін.
Артықшылықтары: өңдеудің төмен құны және жоғары өндірістік қуаттылық.Қалып өндіру циклі әдетте 10-15 күнді құрайды, ал қалып бағасы арзан.
Кемшілігі – соғу процесінің шектеулеріне байланысты күрделі пішінді бұйымдарды шығару мүмкін емес.
Қорытындылай келе, егер жарықдиодты радиатордың сыртқы түрі күрделі және көп болса, құю процесін пайдалану ұсынылады, егер жарықдиодты радиатордың сыртқы түрі қарапайым және көп мөлшерде болса, суық соғу процесін пайдалану ұсынылады,
Әйтпесе, біз экструдталған процесті жиі қолданамыз.Сонымен бірге біз нақты жағдайды талдап, өзіндік құны мен өнімділігі үшін ең қолайлы өндіріс әдісін таңдауымыз керек.
Жылу қабылдағыштардың түрлері
Әртүрлі жылуды тарату талаптарын қанағаттандыру үшін біздің фабрикамыз төмендегідей әртүрлі процестермен әртүрлі типтегі жылу қабылдағыштарды шығара алады:



Жіберу уақыты: 21 сәуір 2023 ж